首页
关于我们
公司介绍
董事长寄语
发展历程
企业文化
企业战略
资质与荣誉
研发平台
内部研发平台
院士专家工作站
博士后创新实践基地
科研成果
论文与专利
技术与产品
RPIR快速生化污水处理技术
T-Bic快速污水处理技术
高氨氮废水处理技术
业务领域
客户类型
业务类型
业绩与案例
业绩概况
典型案例
企业动态
企业新闻
产品动态
人才战略
与牛人同行
人才需求
培养与晋升
简历投递
投资者关系
公司公告
投资者交流
投资者联系方式
CN/EN
EN
中
首页
关于我们
公司介绍
董事长寄语
发展历程
企业文化
企业战略
资质与荣誉
研发平台
内部研发平台
院士专家工作站
博士后创新实践基地
科研成果
论文与专利
技术与产品
RPIR快速生化污水处理技术
T-Bic快速污水处理技术
高氨氮废水处理技术
业务领域
客户类型
业务类型
业绩与案例
业绩概况
典型案例
企业动态
企业新闻
产品动态
人才战略
与牛人同行
人才需求
培养与晋升
简历投递
投资者关系
公司公告
投资者交流
投资者联系方式
联系我们
欢迎联系清研环境,我们将为您提供优质高效的水环境治理方案!
联系电话
0755-26556300
微信客服
关注我们
核心产品
RPIR快速生化污水处理技术
T-Bic快速污水处理技术
高氨氮废水处理技术
高氨氮废水处理技术
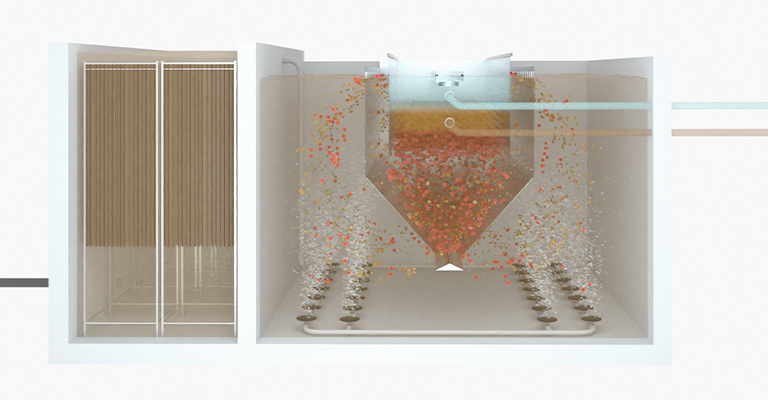
限氧RPIR技术源自于清研环境自主研发的RPIR技术,并与目前最高效的生物脱氮工艺
厌氧氨氧化技术
结合而成。限氧RPIR为一种一体化短程硝化-厌氧氨氧化-沉淀分离反应器,将曝气供氧、气升环流、短程硝化-厌氧氨氧化生化反应、沉淀分离四种功能有机地结合在一起,并通过分污泥龄控制系统和精准曝气控制系统,形成稳定集约型高效生物脱氮污水处理反应器。
优异特性
运行费用低
预处理单元药剂消耗量少,物化污泥产量低,短程硝化-厌氧氨氧化工艺大幅减少曝气能耗
占地面积小
生化反应单元负荷高,停留时间短,占地面积小
污泥产量少
预处理阶段药剂用量少,不会产生大量物化污泥
运维简单
不设置污泥外回流系统,无需添加碳源。
出水稳定达标
出水可稳定达到纳管标准,视业主要求可以进一步提高出水水质
核心产品
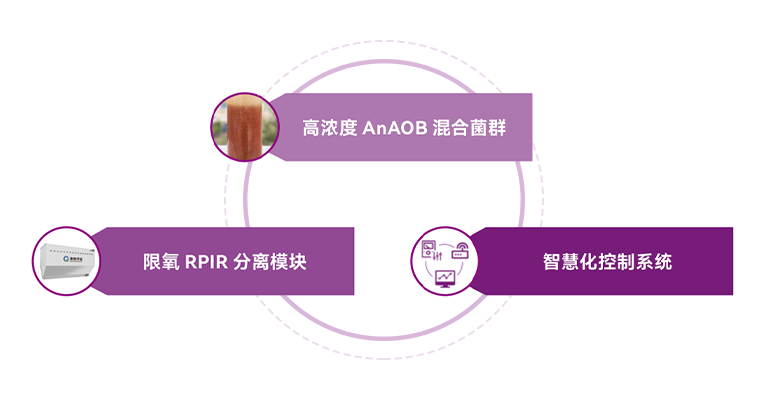
限氧RPIR高氨氮废水处理系统
限氧RPIR技术将含高浓度红菌的功能微生物菌群、限氧RPIR分离模块、智慧化控制系统相结合,构建了高效、可靠、稳定、可复制、模块化、标准化的厌氧氨氧化工程化产品。
工艺包
餐厨、中转站渗滤液/焚烧厂渗滤液/工业废水:
预处理→厌氧→A/限氧RPIR→A/RPIR→纳管排放或深度处理
沼液、污泥硝化液:
预处理→A/限氧RPIR→A/MBR→高级氧化→达标排放
填埋场老龄垃圾渗滤液:
A/限氧RPIR→A/MBR→高级氧化→A/MBR→达标排放
光伏电池高氨氮废水生化处理
限氧RPIR→A/RPIR→达标排放

 联系我们
联系我们
 联系电话
联系电话 微信客服
微信客服
 关注我们
关注我们